Preconditioning atmosphere
10-35%
no
22-40°C
no
Conditioning atmosphere
50.0%
±2%
23°C
±1°C
Testing Environment Testingat mosphere
50.0%
±2%
23°C
±1°C
The requirements of the international standards for paper test procedures for the environmental control of chart 1 are less than 50% RH before the paper samples are humidified. The humidity adjustment process will increase the weight of the sample until it reaches a state of equilibrium with the environment RH. At this time, the weight of the sample is not There will be significant fluctuations and changes in humidity adjustment time (point B)
Determine the humidity adjustment time (point C) of the sample based on the average humidity conditioning curve and the X-axis.
When we test the data against the physical properties of the paper (such as tensile strength, stiffness, etc.); or require more accurate data to compare with the data tested elsewhere, we will find that humidity alone The procedure is not enough. In fact, the relative humidity of the storage environment before the humidity adjustment will directly affect the water content of the humidity-controlled sample and the accuracy of the test results. For example: If we have two identical test samples from the areas with relative humidity higher than 50% and lower than 50%, the deviation of paper water content can reach as high as 1.6% to 6% after the humidity adjustment is completed. The deviation to the physical property test data is as much as 5 to 25%. This kind of error caused by the history of paper storage relative humidity, we call it "Hysteresis" (Figure 2). Since we cannot completely rule out the occurrence of this phenomenon, nor can we accurately predict the range of fluctuations in water content caused by it, and the error in test results, we must take some steps to minimize its impact.
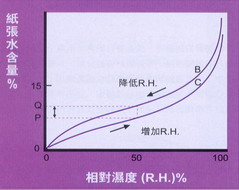
Paper water content %15Q P 0050100B C Reducing RH Increasing RH Relative Humidity (RH) % (Figure 2) Paper's "Hysteresis" Phenomenon
When the paper is stored in a place with less than 50% RH, move it to 50% RH to adjust humidity. The paper water content will change according to curve C, and the final water content is P
When the paper is moved from a storage location higher than 50% RH to 50% RH, humidity is adjusted. Paper water content will change according to curve B, and the final water content is Q
History of water content before humidity adjustment (storage relative humidity) will cause uncertainty in the water content of the humidity-controlled paper - Uncertainty (distance between Q and P in the figure), causing errors in the test data.
Experiments have found that if the paper is stored in a place where the relative humidity is lower than 50% for a period of time before the paper is moistened, it is helpful to control the fluctuation of the sample water content within 0.15%, so we call this a processing procedure. For preconditioning. As for the temperature and humidity requirements of pre-conditioning, we can refer to the previous period, and the time required is generally 24 hours. If we want more accurate pre-conditioning time, we can also refer to some of the recommendations in the test standard for pre-conditioning (Table 3).
Paper type Standard Recommended time Paper (single) Less than 1 hour Lightweight cardboard 1 to 2 hours Heavyweight cardboard or corrugated cardboard 5 to 10 hours Cardboard or corrugated board finished product 12 to 16 hours Water-resistant treated paper Or paperboard no less than 24 hoursTable III Standard Recommends the time required for pre-conditioning the paper
In the actual paper testing process, you may find it very difficult to control the environment in three stages. But in fact, in addition to the humidity conditioning process may encounter a little less trouble, basically the general household equipment can cope with, here are some environmental control suggestions, we may wish to use as a reference:
1. Pre-Humidification - Due to the relatively loose requirements on the ambient temperature and relative humidity, we just use air-conditioning devices and carefully control the paper storage environment.
2. Humidification - Due to the strict requirements and long storage time, it is recommended to use a constant temperature, constant humidity storage equipment.
3. Test Environment - As the testing time is short, we only need to properly use the air conditioning equipment and dehumidifier equipment to control the temperature and humidity of the environment during the test time.
Source: Graphic Art 260, 261
Author: Deng Hongyuan
Mascara is one of the most important tools in your beauty arsenal. It can make your eyes pop, add length, and even help you achieve that mysterious look. The right brush for application can make all the difference. There are many different shapes of Mascara. It is one type of Makeup Brush set .It has one time type and multi-times types .
SAMINA FORAM(SHENZHEN) CO.LTDwas established in 1976 and in 1991, we moved from Korea to Shenzhen, China. At that time, our company had about 200 technicians who were our most valuable assets. For us, each employee is an important part of our road to success, and their skills and experience are critical to the development of our company. Our business philosophy is to inspect all products 100%. This means that we carry out meticulous quality checks on each and every product to ensure that the quality of the product meets the needs and expectations of our customers. We are convinced that only through our unremitting efforts and strict quality standards can we gain a competitive edge in the market and win the trust of our customers.

Mascara Brush,Eye Mascara Brush,Cosmetic Mascara Brush,Cosmetic Colorful Mascara Brush
SAMINA FORAM (SHENZHEN) CO., LIMITED. , https://www.saminamakeuptools.com